
Intro
Energy consumption has become a significant design factor for most material or food handling systems in the logistic industry. Energy efficiency in this sector, in line with the general technological trends in all areas of industry and transport, has been incorporated into the design procedures of warehouse systems, and considered an economic and performance key- indicator. Nowadays, refrigerated warehousing is a continually expanding sector for distribution but it is also the most energy intensive. In effect, refrigerated warehouses are giant insulated freezers which extract heat to produce a cold environment. The removal of that heat comes at a substantial energy cost. Reducing energy consumption, better managing the energy utilization, and thus reducing carbon footprints become a more critical issue for distribution centers, as energy costs escalate, and logistics operations are pressured to lower operating costs without loss of productivity.
The request
An important customer, a logistics provider present in Italy, Europe, and North Africa, needed a renewal of its own refrigeration plant running on R404A with a more efficient and economical solution. The customer, F.lli Di Martino S.p.A, specialized in customized solutions in all areas of expertise: from fashion to large-scale distribution, from automotive to beverage and e-commerce, has entrusted Tecnofreddo with the elimination of the existing plant and the installation of a new refrigeration plant.

State of art before renovation
The refrigerated structure, conceived for storing fresh-food products and operating at a positive temperature between 2°C and 8°C with loading/unloading areas at about 10°C, involved:
- n° 1 cold room of 2800 m2 for storage, with an adjacent loading/unloading area of 415 m2;
- n° 2 cold rooms of 2147 m2 for storage, with adjacent loading/unloading area of 356 m2.
Other premises, such as offices and restrooms, were present inside the loading/unloading areas. The refrigerated volumes were thermally insulated with sandwich-type polyurethane panels. The existing refrigeration plant was a DX system working with R404A, with air-condensation and oil air-cooling. The cooling is provided by 4 twin screw compressors operating at a suction temperature of -8°C and at a condensing temperature of 45°C.
In this condition, the EER (Energy Efficiency Ratio) value was approximately 1.95. In addition, the existing DX system needed a considerable charge of R404A (circa 900 kg), which having a very high GWP (3922) could no longer be repaired or serviced, as from 1st January 2020. So, a plant renewal was a must!
The solution
The intervention, designed and realized by Tecnofreddo, completely replaced the existing refrigeration system, and created 4 additional cold rooms for the storage of fruit, vegetables, cured meats and cheese.
The new cold rooms were built with sandwich-type insulating panels inside one of the existing cold rooms; the other cold room and loading zones have not been changed.
The new- designed refrigeration plant is now an indirect closed system, operating with a mixture of water and mono-ethylene glycol (MEG) at -6°C (outlet)/-2°C (inlet).
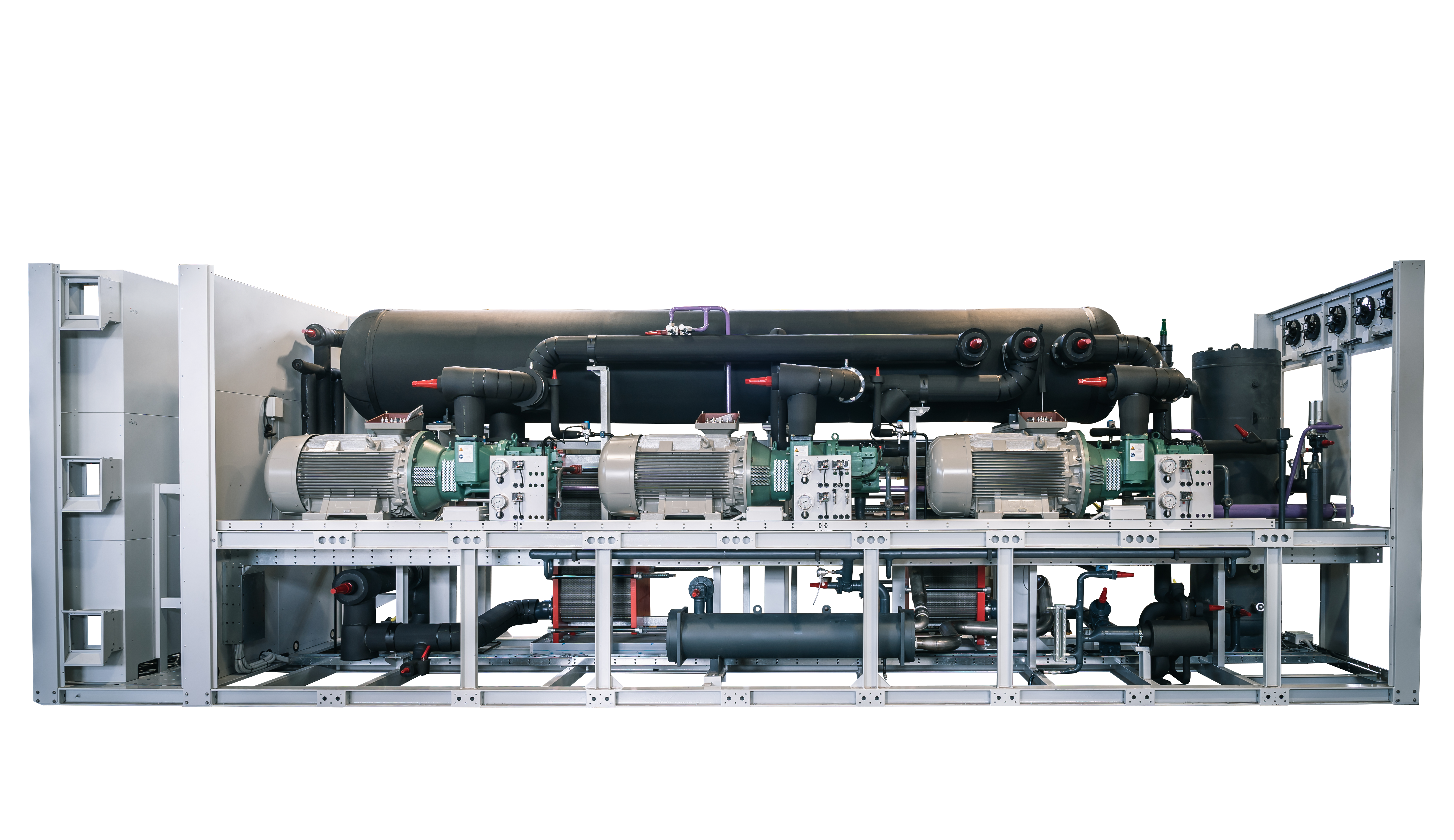
Tecnofreddo has realized a customized ZEUS liquid cooler for outdoor installation, in a packaged version, using ammonia as refrigerant, running at an evaporation temperature of -10°C and a condensing temperature of 35°C. Ammonia (R717), a natural refrigerant, with ODP =0 and GWP= 0, represents one of the most efficient, safe, and most environmentally friendly refrigerants.
The cooling power is provided by 3 screw compressors for a total cooling capacity of 1150 kW. The condensation of the ammonia and the cooling of the oil of the compressors are entrusted to dedicated plate heat exchangers, the cooling agent is a glycol mixture cooled in a closed circuit by an evaporative liquid cooler, also provided by Tecnofreddo.
In this condition, the EER (Energy Efficiency Ratio) value resulted to be much higher and circa 3.24, showing a higher energy efficiency and lower electricity costs.
Description of the realized liquid cooler:
- Screw compressors n°3
- Cooling capacity: 1150 kW
- Evaporator glycol (MEG 35%) temperature: -4/-8 °C
- Condenser glycol (MEG 20%) temperature: 29/33 °C
- PHE condenser and PHE flooded evaporator
- Asynchronous IE4 electric motors managed by VFD
- PLC: for control and management of the chiller designed by Tecnofreddo
- Refrigerant charge: ˂ 75 kg
- L x P x H: 8700 x 2350 x 2800 mm
 The cooling agent is a mixture of glycol cooled in a closed circuit by an evaporative liquid cooler, also supplied by Tecnofreddo. The various utilities (cold rooms, etc.) are equipped with new coolers suitable for operating with MEG. The defrosting of the air coolers is water type, with recovery. These were also supplied by Tecnofreddo.
The cooling agent is a mixture of glycol cooled in a closed circuit by an evaporative liquid cooler, also supplied by Tecnofreddo. The various utilities (cold rooms, etc.) are equipped with new coolers suitable for operating with MEG. The defrosting of the air coolers is water type, with recovery. These were also supplied by Tecnofreddo.

Conclusion
Tecnofreddo is continuing its commitment to environmental sustainability. Energy efficiency was a key aspect in the design of this new refrigeration plant and Tecnofreddo worked to optimize plant efficiency and reduce energy consumption, in order to have a significant positive impact on running costs, carbon emissions and the environment meanwhile guaranteeing to its customer not only a definitive but also a long-standing solution.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}